卷制法兰怎么控制直径公差
来源:/news/327.html 发布时间:2021-09-15 点击:1125
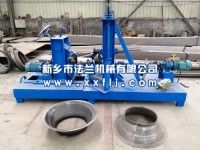
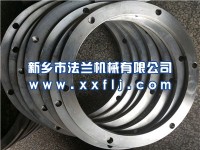
卷制法兰生产的原材料是扁钢,一般为6米或者9米的长条,尺寸宽度一般从20-160,太宽或者太窄的都不好做成卷制法兰,厚度从4-50,太薄或者太厚也不好用卷制的方式来生产法兰,只有在合适的扁钢范围内,生产合适的直径尺寸,才可以适用卷制法兰的生产方式。卷制法兰的加工原理是冷弯的方式使被加工成圆形,也就是说一块长条状的带钢经过设备的加工使其发生形状的改变,形成圆形或者弧形,然后再用设备把它的接缝给焊上,然后再进行其他的一些工作,例如焊口打磨平整,法兰圆度调整到客户规定的公差内,包括法兰的内径尺寸,用料的厚度等等,都要符合客户需求。

那么卷制法兰怎么控制直径公差呢,很多客户自己在使用法兰机生产卷制法兰的时候,经常会遇到卷出的法兰直径大小不一的情况,首先出现这种情况的原因有很多,一个是材料的问题,一般用纵剪扁钢来做,如果是热轧扁钢或者其他宽窄有误差的扁钢,材质不够均匀可能会出现受力不均导致直径有误差。还有一种情况是模具定位后没有锁死,也会导致卷制过程中有晃动卷出的尺寸不一致。另外模具没有做好,或者没有调平,也会出现卷制法兰效果不好。所有客户朋友们在遇到这种问题的时候要排除可能的原因,针对不同的原因采用相对应的解决办法。另外已经卷出的法兰直径误差需要修正的话可以使用我们的液压法兰整形机,可以针对法兰不圆或者不平来进行矫正。校正后的圆度误差可在1mm以内。

新乡市法兰机械有限公司,期待与您的合作!王经理13837381975
- 上一篇:陕西卷制法兰的加工原理
- 下一篇:卧式风机圆筒翻边机操作注意事项